
鑽削刀片
鑽削刀片,是一種鎖在刀桿上的切削刀具,整體式的有全鎢鋼長鑽頭、HSS長鑽頭、銑刀柄鑽頭,通常刀具直徑大到一個臨界點時,會以捨棄式刀片取代之,以降低成本,其組合為:刀桿、刀片、定位螺絲,不同的刀桿設計,能完成不同的鑽孔直徑與深度,較常見的問題就是切屑問題,...
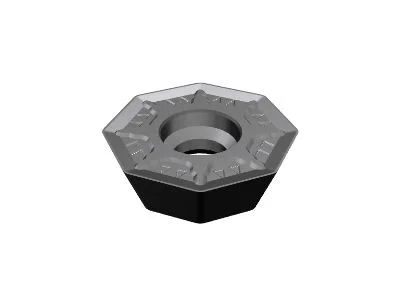
單面八角形銑刀片
單面八角形銑刀片通常用於平面銑削,少部分會用客製化刀桿拿來銑槽,由硬質合金材料製成,具有高硬度及耐磨性,能承受下刀較深的切削深度、較慢的切削速率及較多的切削進給量,適用於大部分的移除材料的工件,在航太、汽車的領域較常見,其他零件加工也頗為常見。

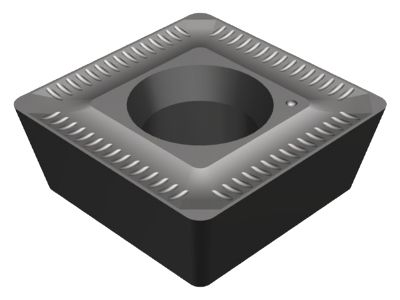
單面有孔四角形銑刀片
四角型銑刀片是用於銑削加工的切削工具,其刀片形狀呈四角形,一般ISO編碼會大多以英文「S」或「L」為開頭,為單面銑削,45度角的部分為切削刃,亦有分加工完表面是否較光亮的規格,中間螺絲孔使固定的強度提升,可提升加工的切削深度。AL為鋁用板型。

單面無孔三角形銑刀片
單面無孔三角形銑刀片,為較早期的產品,刀片以壓板來固定,其日系品牌將60度角的切削刃分為許多種規格及樣式,根據表面是否需要看似亮面,而決定使用何種規格的切削刃,使其達到良好的切削效果,但由於無孔的設計,會使得刀片在製作過程中面臨許多困難,如今市場上此款刀片以中古刀片較為盛行。

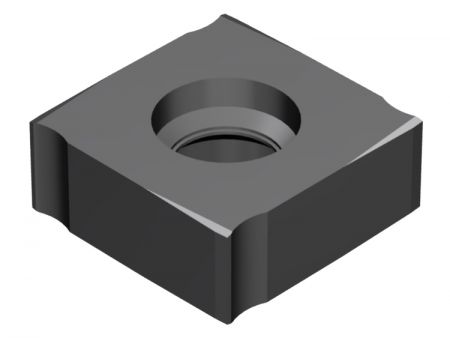
單面無孔四角形銑刀片
單面無孔四角形銑刀片,為較早期的產品,刀片以壓板來固定,使其達到良好的切削效果,其中日系品牌會將45度角的切削刃分為許多種規格及樣式,來達到表面看似較光亮的效果,但由於無孔的設計,會使得刀片在製作過程中面臨許多困難,如今市場上此款刀片以中古刀片較為盛行。
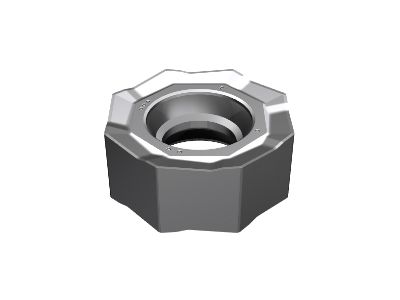
雙面八角型銑刀片
八角型銑刀片通常用於平面銑削,少部分會用客製化刀桿拿來銑槽,由硬質合金材料製成,具有高硬度及耐磨性,能承受下刀較深的切削深度、較慢的切削速率及較多的切削進給量,適用於大部分的移除材料的工件,在航太、汽車的領域較常見,其他零件加工也頗為常見。
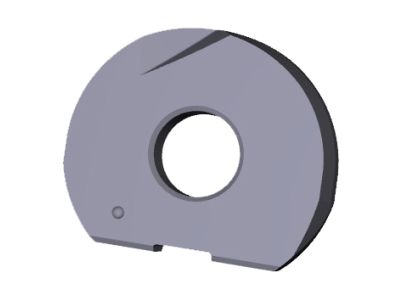
球形銑刀片
球形銑刀片是用於加工模具或3D曲面的切削工具,其刀片形狀呈半圓形,其F與FS的兩種不同槽形的選用,隨使用者的喜好而定,我們主力產品為FS,依我們的多年經驗,FS的槽形一樣能給粗銑帶來非常好的加工壽命。

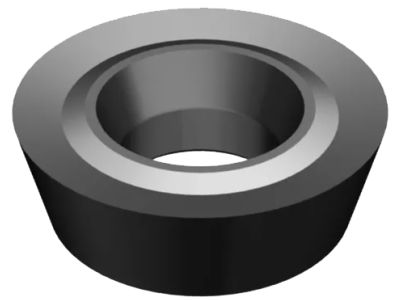
圓形銑刀片
圓形銑刀片是用於銑削加工的切削工具,其刀片形狀呈圓形,一般ISO編碼會以英文「R」為開頭,使用時為單面狀態,切削過後,有崩刃,可微調或微轉一個角度,繼續使用,只要破損的部位不影響切削,看個人技術決定能轉幾次。
圓形鋁用銑刀片
圓形鋁用銑刀片是用於銑削加工的切削工具,其刀片形狀呈圓形,一般ISO編碼會以英文「R」為開頭,使用時為單面狀態,切削過後,有崩刃,可微調或微轉一個角度,繼續使用,只要破損的部位不影響切削,看個人技術決定能轉幾次。
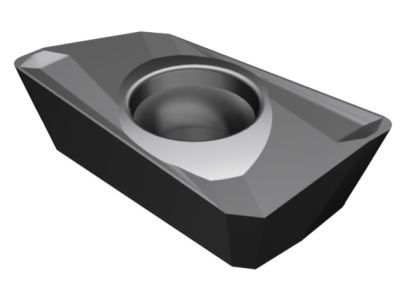
直角端銑刀片
直角端銑刀片是用於銑削加工的切削工具,其刀片形狀呈長方形,一般ISO編碼會以英文「A」、「X」、「B」「L」為開頭,使用時為單面狀態,兩側的切削刃會凸起,角度略高,使切削時的阻力降低,受力較輕,以獲得較良好的切削表面及殘料狀態。
螺旋端銑刀片
螺旋端銑刀片是用於銑削加工的切削工具,其刀片形狀呈長方形,一般ISO編碼會以英文「A」、「X」、「B」「L」為開頭,使用時為單面狀態,兩側的切削刃會凸起,角度略高,使切削時的阻力降低,受力較輕,以獲得較良好的切削表面及殘料狀態。
側邊銑刀片
側銑刀片,無特定的形式,一般來說其加工刀刃的方向,會較其它工法不同,要剖開工件需要強而有力的刃口,我司側銑刀在業界的評價滿好,不亞於其歐系原裝品牌的效果。