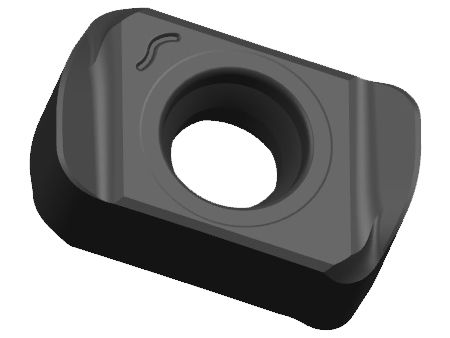
快速除料銑刀片對應Dijet刀具
快速除料銑刀片是一種設計用於高進給銑削操作的切削工具,它能夠在相對較短的時間內進行更大的切削深度或進給率,以提高生產效率。這種刀片通常具有特殊的幾何形狀和刀片材料,以應對高負荷和高切削速度的情況。
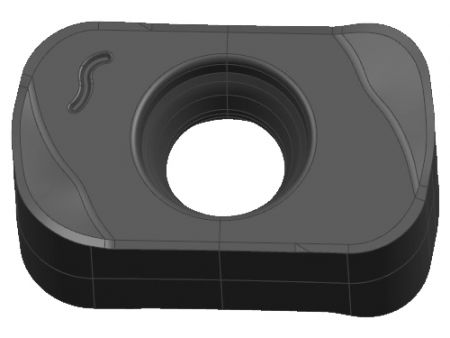
快速除料銑刀片對應Hitachi刀具
快速除料銑刀片是一種設計用於高進給銑削操作的切削工具,它能夠在相對較短的時間內進行更大的切削深度或進給率,以提高生產效率。這種刀片通常具有特殊的幾何形狀和刀片材料,以應對高負荷和高切削速度的情況。
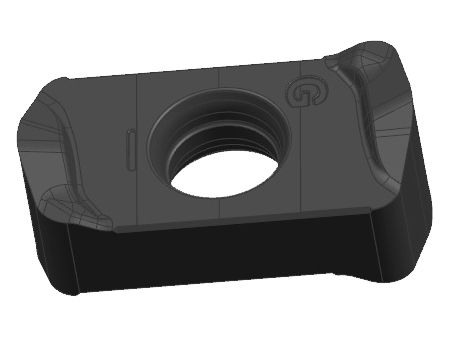
快速除料銑刀片對應Kyocera刀具
高進給銑刀片是一種設計用於高進給銑削操作的切削工具,它能夠在相對較短的時間內進行更大的切削深度或進給率,以提高生產效率。這種刀片通常具有特殊的幾何形狀和刀片材料,以應對高負荷和高切削速度的情況。
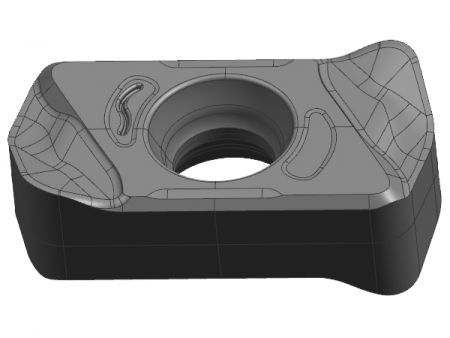
快速除料銑刀片對應Tungaloy刀具
高進給銑刀片是一種設計用於高進給銑削操作的切削工具,它能夠在相對較短的時間內進行更大的切削深度或進給率,以提高生產效率。這種刀片通常具有特殊的幾何形狀和刀片材料,以應對高負荷和高切削速度的情況。
型鋼銑刀片
型鋼銑刀片,一般都是針對鐵軌、線軌、大工件的大凹槽來加工用的刀片,開出來的輪廓可能為圓形,也可能為方形,看刀片幾何的排列方式如何設計,以達到開槽的目的。
客製化銑刀片
客製化銑刀片,一般都是針對專用機設備、特定裝置,所設計而成的鎢鋼刀片,用來加工特定的工件部位或工法,其刀桿也都不同。
35度四邊形車刀片
35度四邊形車刀片,其主切削角度通常稱為負角,這是刀片切削刃相對於工件表面的角度,向內傾斜。 負角的存在可以降低刀片與工件之間的切削力,減少熱量集中,從而提高切削效率和刀具壽命。
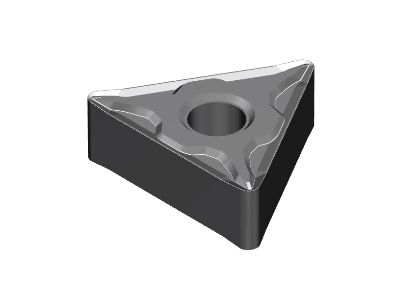
60度三角車刀片
60度三角形車刀片是用於車削加工的切削工具,其刀片形狀呈三角,一般ISO編碼會以英文「T」為開頭,為雙面六個刃能使用,也是市場上較多人用來做外徑的粗車削、半精車削,刀尖前端的R角較常見的有0.4R、0.8R及1.2R,而特殊規格的也有見到0.1R或2.0R的,排屑槽的形狀有許多種,有簡稱的凸點型、帶溝型、塊狀形、全平面型,視加工何種材料而決定使用何種槽形。
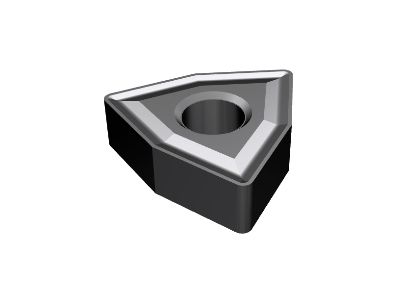
80度多邊形車刀片
80度多邊形車刀片,其刀片形狀有四邊形角及六邊形兩種,一般ISO編碼會以英文「C」或「W」為開頭,使用時為雙面皆可使用,「C」開頭的,共有四個切削刃;「W」開頭的,共有六個切削刃,在市場上目前看起來,應該是最多人選用「W」開頭的刀片,優勢是在粗車削的加工上,刃數多、刀片夾持在刀桿上的強度及韌性也相對其他版形較好,或許是因為內夾角為80度,可承受較大的抵抗力。
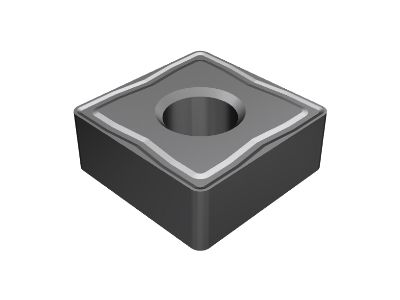
90度四邊形車刀片
90度四邊形車刀片是用於車削加工的切削工具,其刀片形狀有四邊形角及六邊形兩種,一般ISO編碼會以英文「S」為開頭,使用時為雙面皆可使用,共有8個切削刃,排屑槽的形狀分為許多種,其切削R角的尺寸也分很多種,視加工何種材料而決定使用何種槽形。

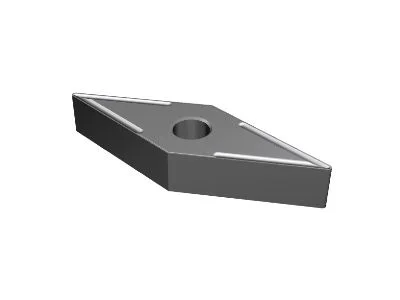
35度四邊形車刀片
35度四邊形車刀片是用於半精車及精車削加工的切削工具,其刀片形狀為長菱形,一般ISO編碼會以英文「V」為開頭,使用時為正角的單面使用,共有2個切削刃,由於刀片的可加工長度較長,一般會配合許多角度的刀桿,來達到加工後端面的工件,或閃躲特殊形狀的工件,以達到車削效果。

55度四邊形車刀片
55度四邊形車刀片是用於半精車及精車削加工的切削工具,其刀片形狀也是菱形,一般ISO編碼會以英文「D」為開頭,使用時為正角單面使用,共有2個切削刃,由於刀尖的夾角較小,R角也不同,讓使用者俗稱55度車刀片,故刀片的可加工總長較短,剛性會比V型車刀更好,其排屑槽的形狀有翹嘴形及平口形,使用者在挑選時,視其加工材料的韌性或硬度來決定排屑槽,好確認加工品質。